سلام به همگی . جدی ترین سوال کسانی که قصد راه اندازی کارگاه شخصی تعمیر قطعات خودرو و … دارند اینست که اگر بخواهم دستگاه بخرم ، 200 آمپر ac/dc بخرم یا برایم کافی نیست ؟
بعضا کسانی هم پیدا میشوند که محل کارشان دارای برق سه فاز نیست و اصلا قابلیت راه اندازی دستگاه سه فاز ندارند . این سوال ذهن آنها را مشغول کرده که اینورتر 200 آمپر کافی است یا حتما باید 300 آمپر بخریم ؟
ما در این نوشته قصد داریم به صورت واضح در این مورد برایشما توضیحات کافی و قابل فهم بیان کنیم . پس با ما همراه باشید .
اصل مطلب ...
در یک کلام . به منظور راه اندازی کارگاه تعمیر قطعات خودرو ، از آنجایی که به تعداد زیاد با قطعات آلومینیومی دست و پنجه نرم میکنید ، به علت حجیم بودن این قطعات و خاصیت فرار حرارتی که آلومینوم دارا میباشد ، نیاز به دستگاهی به مراتب قوی تر از 200 آمپر ها دارید .
به عبارت دیگر پیشنهاد میشود دستگاه شما حداقل به اندازه 250 آمپر خروجی واقعی داشته و توان تامین انرژی کافی به منظور جوشکاری با تنگستن خالص ( سبز رنگ ) را به صورت دائم داشته باشد . تمامی این دستگاه ها دارای برق ورودی سه فاز بوده و نیاز به یونیت آبخنک نیز دارند . دستگاه های دارای این شرایط که به شما پیشنهاد میشود :
در مورد دستگاه های 200 آمپر ، اگر بخواهیم بگوییم مناسب نیستند ، اشتباه نکرده ایم اما بدانید در حال حاضر نیز کسانی هستند که با همین اینورتر های تکفاز ac/dc بتوانند قطعاتی همچون سرسیلندر را نیز ترمیم کنند.
اما صرفا جهت اطلاع ، دستگاه های 200 آمپر نمیتوانند به اندازه کافی برای شما گرمای ورودی تولید کنند چون آلومینیوم به راحتی گرما را در سطح خود پخش کرده و تا حدودی این اتفاق مزاحم تولید یک جوش سالم و استاندارد میشود .
بنابراین در جوشکاری این گونه قطعات آلومینومی باید مقداری سرعت دست را پایین آورده تا فلز پایه و فلز جوش به خوبی در حالت مذاب یا یکدیگر مخلوط شوند که این خود موجب کاهش سرعت خدمات رسانی شما خواهد شد . بر طبق پرسش های حضوری و میدانی نیز که از اکثر جوشکاران سرسیلندر و قطعات مشابه انجام شد ، به این نتیجه رسیدیم که تا حد امکان بهتر است دستگاه های حداقل 300 آمپر ، جریان خروجی داشته باشند .
راه حل دیگر جهت کاهش فرار حرارتی قطعات ضخیم آلومینیومی ، پیشگرم کردن آلومینوم میباشد . با پیشگرم کردن میتوانید حرارت انتقال یافته از تنگستن را حول حوضچه جوش نگهداشته تا عملیات جوشکاری راحت تر و سریع تر ادامه پیدا کند . به هر حال میدانید عملیات پیشگرم نیز ، نیازمند تجهیزات و زمان معین است که ممکن است از حوصله شما خارج باشد .
کاربرد دستگاه های 200 آمپر ac/dc
میتوان گفت علت و هدف تولید این تیپ دستگاه ها ، تعمیرات قطعات آلومینیومی در حجم و ابعاد بسیار کوچک و همچنین ، اتصال ورق های آلومینیومی نازک و نسبتا نازک میباشد . از این دستگاه های میتوان در تعمیر بدنه های وسایل نقلیه ، تعمیرات مخازن ذخیره آلومینیومی ، اتصال و تعمیر بدنه دوچرخه استفاده نمود .
توجه داشته باشید که ورق های زیر 1 میلی متر برای اتصال صحیح نیاز به جریان پالس دارند . چنانچه دستگاهی ، دارای آپشن پالس نباشد ، قادر به جوشکاری ورق های زیر 0.5 میلیمتر نخواهد بود .
جوشکاری با الکترود تنگستن همواره یکی از روش مورد علاقه مهندسان برای اتصال دهی دائم دو قطعه و یا تعمیر قطعات معیوب و یا انجام عملیات پردازش سطحی است . که اصطلاحا این فرایند در دنیای مهندسی GTAW و یا TIG نام میگیرد . روشی که در ایران اشتباها به جوشکاری ارگون معروف میباشد .
از جمله اساسی ترین ارکان این فرایند یک الکترود غیر مصرفی است که میتواند به تنهایی و یا به کمک یک سیم جوش مصرفی عمل اتصال دو قطعه را بر عهده گیرد . این الکترود غیر مصرفی الزاما باید دارای شرایطی مانند نقطه ذوب بالا ، هدایت حرارتی مناسب ، مقاومت الکتریکی کم ، تابع کاری کم و پایداری شکل بالا باشد .
از بین متریال های صنعتی موجود ، تنها ماده دارای همه این خواص و دارای قابلیت تولید عمده ، تنگستن است که از دسته فلزات بوده و به صورت خالص و آلیاژی در جوشکاری TIG به کار میرود .
از جمله بهترین خواص این ماده میتوان به موارد زیر اشاره کرد .
نقطه ذوب بالای 3410 درجه سانتيگراد
هدايت حرارتي مناسب
ترمويونيک
خنک بودن نوک الکترود
ماده ای که به هنگام افزایش دما ، از خود الکترون ساطع کند ، ماده ترمویونیک نامیده میشود . انتقال الکترون از نوک تنگستن به هنگام گرم شدن ، باعث خنک کنندگی جزیی نوک تنگستن شده و همین موضوع عمر الکترود های تنگستینی را افزایش میدهد .
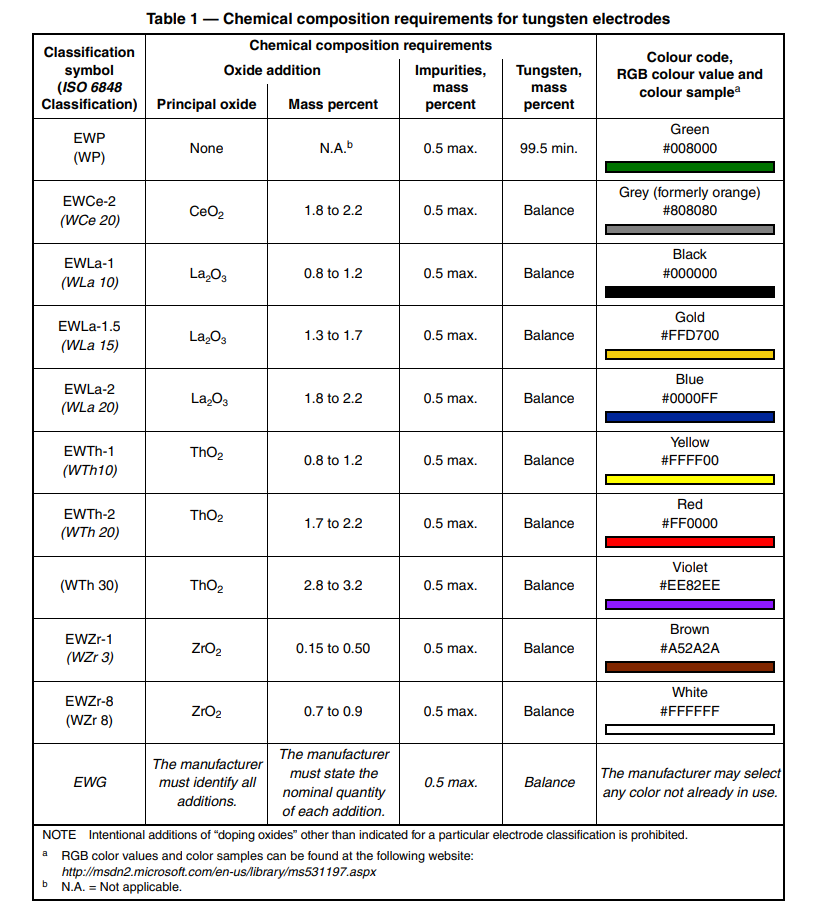
به منظور افزایش قابلیت ترمویونیک الکترود تنگستن ، به این الکترود ها افزودنی هایی مانند اکسید توریم ، اکسید سریم و اکسید زیرکونیوم اضافه میشود . این مطلب که چه موقع ما از تنگستن خالص و چه موقع از تنگستن آلیاژی استفاده میکنیم در ادامه همین مطلب ارائه شده است . افزودن های مورد استفاده در الکترود ها را توسط برچسبی که روی بسته بندی الکترود ها وجود دارد اعلام میکنند . همچنیم رنگ سر هر الکترود بیانگر عناصر موجود در الکترود است .
مطابق جدول بالا به عنوان مثال اگر تنگستنی با رنگ قرمز داشته باشیم طبق استاندارد AWS A5.12 کد این الکترود EWTh-2 میباشد . به این معنی که این الکترود حاوی 1.7 تا 2.2 درصد وزنی اکسید توریوم بوده ، تا 0.5 درصد وزنی میتواند عناصر ناخواسته داشته باشد و بقیه جرم این الکترود را عنصر تنگستن تشکیل میدهد . و یا اگر تنگستنی به رنگ سبز داشته باشیم طبق استاندارد aws این الکترود کد EWP گرفته به این معنی که کل الکترود باید از تنگستن خالص ساخته شود و سازنده تنها تا 0.5 درصد وزنی حق استفاده از عناصر ناخواسته دارد . الکترود های سبز رنگ دارای هیچ عنصر افزودنی عمدی نیستند .
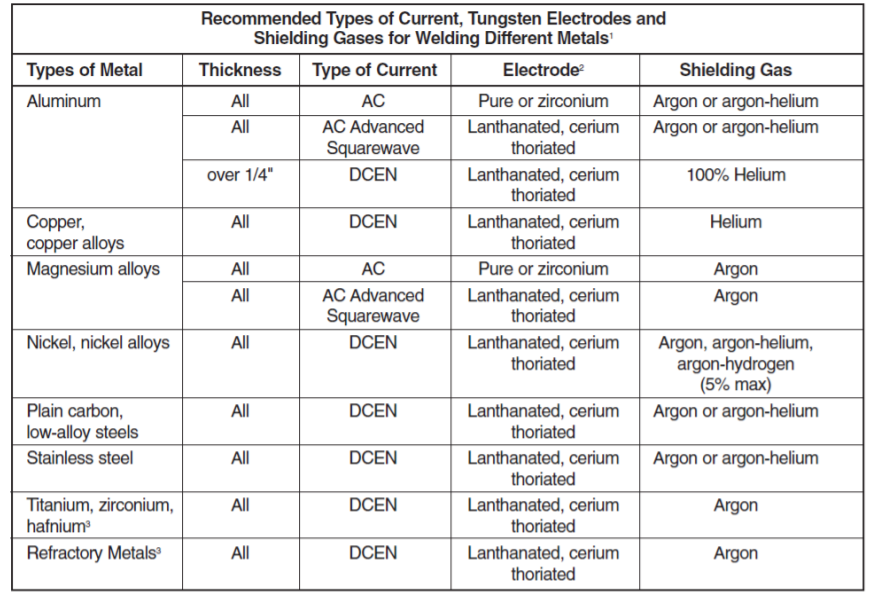
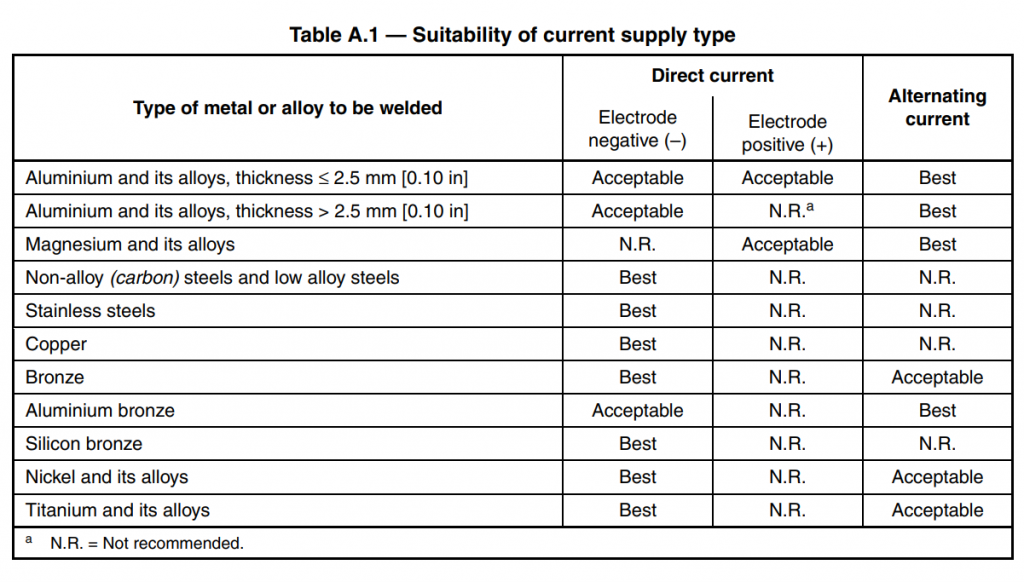
راهنمای انتخاب الکترود تنگستن
جهت انتخاب الکترود تنگستن مناسب در انجام عمل جوشکاری خود میتوانید از جداول زیر کمک بگیرید . لازم به ذکر است از به کار گیری قطبیت مستقیم (DCEN) در جوشکاری آلومینیوم خودداری کنید .
و در انتها یک از بهترین مراجع ساخت و خرید انتخاب الکترود تنگستن (AWS A5.12M/A5.12:2009) از طریق لینک زیر قابل دانلود است . چنانچه در مورد هر کدام از مطالب نوشته شده در این مقاله سوال ایجاد شده میتوانید از طریق شماره واتساپ 09103462197 ، یا از طریق ایمیل mahdi.m7896@gmail.com و یا از طریق پلتفرم دیدگاه زیر سوال خود را بیان نمایید .