

پیشگفتار | تفاوت اینورتر تیگ دیجیتال و آنالوگ
اگر قصد خرید اینورتر های جوشکاری تیگ داشته باشید ، دیجیتال یا انالوگ بودن اینورتر شما را به شک می اندازد که تفاوتشان چیست و کدام مناسب شماست . به صورت مختصر ، اینورتر های تیگ دیجیتال نسبت به آنالوگ در مواردی برتری داشته و در نتیجه به نسبت آنالوگ ها قیمت بالاتری دارند . شاید بپرسید از ظاهر دستگاه ، کجا بفهمیم اینورتر مورد نظر ما دیجیتالی است یا آنالوگ ؟
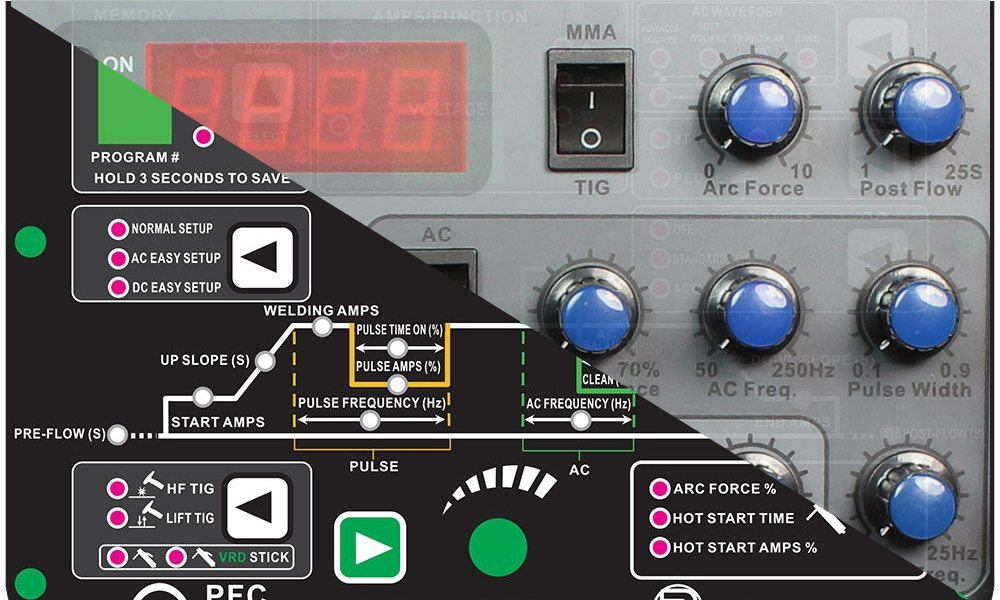
جواب : اینورتر های دیجیتال چندین کلید لمسی و تنها یک ولوم دارند . به منظور تنظیم هر پارامتر ، با فشار دادن کلید مربوط به آن پارامتر ، مقدار آن را فراخوانی کرده و با ولوم مقدار آن را تنظیم میکنید . اینورتر های آنالوگ ، اما برای تنظیم هر کدام از پارامتر ها ، ولوم مخصوص به خود را دارند یعنی بر خلاف اینورتر های دیجیتال ، اینورتر های آنالوگ دارای حدود ده ولوم مختلف به منظور تنظیم صحیح پارامتر ها هستند .
همانطور که گفته شد ، اینورتر های دیجیتالی ، دارای آپشن های اضافه ای هستند که به آنها در مقایسه با اینوررتر های آنالوگ برتری میبخشد . آپشن هایی نظیر :
- ذخیره اطلاعات و فراخوانی آنها در زمان مورد نیاز
- تنظیم فرکانس تناوب جریان ac
- امکان شروع قوس از طریق lift arc
- امکان اجرای آسان پیش گاز
- امکان اجرای جریان ac موج مربعی
- آپشن نقطه جوش
این چند آپشن ذکر شده در بالا را در همه اینورتر های دیجیتال میتوان یافت . حال آنکه در اینورتر های آنالوگ پیدا نمیشوند . اما اینکه کاربرد هر کدام چیست ، موضوع ادامه این نوشته میباشد .
- ذخیره اطلاعات و فراخوانی در زمان مورد نیاز
تصور کنید با چند تیپ مختلف محصول کار میکنید و همچنین تغییر دائم تنظیمات دستگاه برایتان دشوار میباشد . اکثر اینورتر های دیجیتال با این آپشن به شما این امکان را میدهند تا با ذخیره سازی تنظیمات مورد نظر و فراخوانی آن اطلاعات در زمان خود صرفه جویی کنید .
به عنوان مثال برای جوشکاری ورق هایی با ضخامت های مختلف لازم است مقدار درصد آمپر بالا در پالس زدن ، فرکانس پالس ، فرکانس ac و … به صورت جداگانه تنظیم شوند و ممکن است در هر مرحله از تنظیم ، در دفعات بعدی تنظیمات مناسب را فراموش کرده باشید . با ذخیره سازی اطلاعات دیگر با این مسائل رو به رو نخواهید بود . چرا که با یک مرتبه تنظیم و ذخیره سازی تنظیمات ، در دفعات بعدی زمان و حوصله کمتری از شما گرفته خواهد شد .
- تنظیم فرکانس تناوب ac
میدانید که جریان ac جریانی است که قطب های دستگاه مرتبا در حال تغییر میباشند . یعنی تورچ به طور مرتب مثبت و منفی میشود . د اینورتر های آنالوگ که امکان تغییر این تنظیمات وجود ندارد ، تعداد دفعات تغییر قطب درثانیه ، 60 دفعه خواهد بود . به بیان علمی ، فرکانس جریان ac در این اینورتر ها ، 60 هرتز خواهد بود . اما اینورتر های دیجیتال امکان تنظیم فرکانس را به مام میدهند . بالابردن قابل توجه فرکانس ac موجب بارک شدن گرده جوش شده و به صورت کلی کمی گرمای ورودی به جوش را کاهش میدهد . پس به نظر میرسد فرکانس ac بالا به جوشکاری ورق های ضخامت پایین به ما کمک میکند . لازم به ذکر است این آپشن تنها زمانی فعال است که جریان دستگاه متناوب باشد و گرنه تنظیم فرکانس تناوب در جریان dc هیچ مفهومی ندارد .
- شروع قوس با آپشن lift arc
میدانیم که شروع قوس در جوشکاری تیگ حرفه ای از طریق خراش الکترود تنگستن با قطعه کار امری ناپسند بوده و باعث ایجاد عیب آخال تنگستن میشود . به منظور جلوگیری ازاین عیب دو سیستم hf و lift arc پیشنهاد میشود . تمام اینورتر های تیگ سیستم hf را دارا میباشند . به منظور شروع قوس ازطریق سیستم hf تنها کافیست دست خود را روی ماشه تورچ بگذارید تا قوس به خودی خود شروع شود . آپشن لیفت آرک کمی کتفاوت است . به منظور شروع قوس ازطریق lift arc لازم است تورچ را به صورت عمود بر قطعه به قطعه کار بچسبانید و سپس سوییچ تورچ را فشار دهید در همین زمان اگر تورچ را ازروی قطعه کار بردارید میبینید که قوس جوشکاری تشکیل شده است . دو نکته در اینجا لازم است بیان شود . اول اینکه نگران پدیده اتصال کوتاه و چسبیدن الکترود تنگستن به قطعه کارنباشید چرا که هنر آپشن لیفت آرک این است که از این پدیده جلوگیری میکند . نکته دوم آنکه به دلیل کشیده نشدن تنگستن روی قطعه کار در lift arc عیب آخال تنگستن نیز نداریم . برای آشنایی بیشتر با این روش شروع قوس بر روی این عبارت نارنجی رنگ کلیک کنید .
ممکن است این سوال ایجاد شود که چرا وقتی سیستم hf هست چرا سراغ lift arc برویم ؟؟
جواب : سیستم hf بر روی سیگنال های رادیویی تاثیر منفی خواهد گذاشت . در نتیجه ممکن است سیستم های دیگر یک مجموعه تولیدی را در نزدیک خود دچار اختلال کند . همچنین اگر قصد انجام فرایند تیگ به صورت رباتیک دارید پیشنهاد میشود به منظور عدم تداخل و به هم ریختگی اکچوئیتور و سیستم دستور دهنده ربات ، از سیستم lift arc استفاده نمایید .
- اجرای آسان پیش گاز
میدانیم که برای حفاظت از حوضچه جوش در برابر عوامل جوی ، اعمال گاز محافظ در جوشکاری امری لازم است . اما چه بهتر که بتوانیم گاز را قبل از تشکیل شدن قوس به حوضچه جوش وارد کنیم تا از عدم ایجاد هر گونه عیب در ابتدای گرده جوش جلوگیری شود . این آپشن مستقیما در اینورتر های دیجیتال فعال است . در اینورتر های آنالوگ هم با استفاده از ترفند هایی میتوان آن را فعال کرد که در مقاله نحوه فعال کردن آپشن پیش گاز در اینورتر های آنالوگ تیگ به آن پرداخته ایم .
- موج سیسنوسی مربعی
عوض شدن دائم قطبیت جوشکاری میتواند هم به شکل سینوسی و هم به شکل مربعی انجام شود . تفاوت ظاهری این دو موج را در شکل زیر میتوانید ببینید
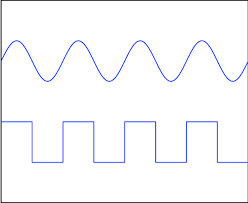
اینورتر های آنالوگ دارای آپشن موج مربعی نیستند . خاصیت اصلی موج مربعی این است که جریان زمان کمتری در محدوده نزدیک صفر به سر میبرد در این حالت جریان پایدار تر بوده و این به نوبه خود باعث ایجاد ظاهر مناسب تر حوضچه جوش میگردد .