احتمالا تا الان عبارت H4R یا H8 یا H16 را مشاهده کرده اید . بر خلاف پسوند هایی مانند B2 ، B3 ، C1 و … که نشان دهنده عناصر آلیاژی هستند ( به مقاله نامگذاری الکترود های فولادی مراجعه نمایید ) ، این عبارت اصلا هیچ ربطی به عناصر آلیاژی ندارد و تنها میزان هیدروژن موجود در پوشش الکترود را بیان میکند .
ما در این مقاله قصد داریم به
بررسی معنای دقیق این عبارت در حالات مختلف
اهمیت اطلاعات برداشت شده از این عبارت
بپردازیم پس با ما همراه باشید .
معنای H4R در نامگذاری الکترود
این عبارت از دو بخش تشکیل شده :
H4
R
که هر کدوم مستقل ازاون یکیه .
اولا H4 بیانگر میزان هیدروژن جذب شده در فلز جوش اون الکتروده . هر چی این عدد بیشتر باشه میزان هیدروژنی هم که توی فلز جوش احتمال جذبش هست بیشتره و همونطور که میدونید هر چقدر میزان هیدروژن تو فلز جوش کمتر باشه باشه برا ما بهتره . عدد جلوی H میتونه 4 ، 8 یا 16 باشه .
H4 یعنی حداکثر 4 میلی لیتر هیدروژن میتونه توی 100 گرم فلز جوش وجود داشته باشه
H8 یعنی حداکثر 8 میلی لیتر توی 100 گرم فلز جوش
و H16 هم طبیعتا یعنی 16 میلی لیتر هیدروژن در هر 100 گرم فلز جوش
کاربرد این عبارت چیه ؟؟
اولا همونطور که گفتیم هر چی میزان هیدروژن کمتر ، الکترود بهتر . پس مراقب باشین از یه فروشنده فریب نخورید بگه این الکترود چون H8 داره از H4 بهتره . الکترود هایی که هیدروژن کمتری دارند توی سرویس های ضربه ای و دما پایین خیلی بهتر عمل میکنند و گرون تر هم هستند چون تولید کننده وقت بیشتری برای ساخت اونا گذاشته تا میزان هیدروژنو به حداقل برسونه
اما این مفهوم توی تصمیم گیری های ما هم میتونه تاثیر داشته باشه . میزان هیدروژن الکترود دقیقا میاد و توی انتخاب دمای پیشگرم به ما کمک میکنه . در ادامه مفصل در موردش توضیح میدم .
برای توضیح مستند این مفهوم میریم سراغ جلد چهارم از سری هندبوک های aws
توی یه سری جدول ، با یه روش بهینه شده و مدرن میخواد نحوه انتخاب دمای پیشگرم رو برای ما توضیح بده .
اولا توی روش مدرن اومده و برای کربن معادل یه فرمول جدید معرفی کرده که بهینه شده فرمول قبلی هست و با استفاده از این مقدار کربن معادل (Pcm) و میزان هیدروژن ، یه شاخص حساسیت بر طبق جدول زیر انتخاب میکنه .
برای مثال اگر کربن معادل شما حدودا 0.3 باشه و از الکترودی که پسوند H8 داشته باشه استفاده کنید ،
برای مثال اگر کربن معادل شما حدودا 0.3 باشه و از الکترودی که پسوند H8 داشته باشه استفاده کنید ، طبق جدول زیر میزان شاخص حساسیت میشه بین D و E چون که عدد 8 بین اعداد 5 و 10 قرار داره توی جدول . مثل شکل زیر :
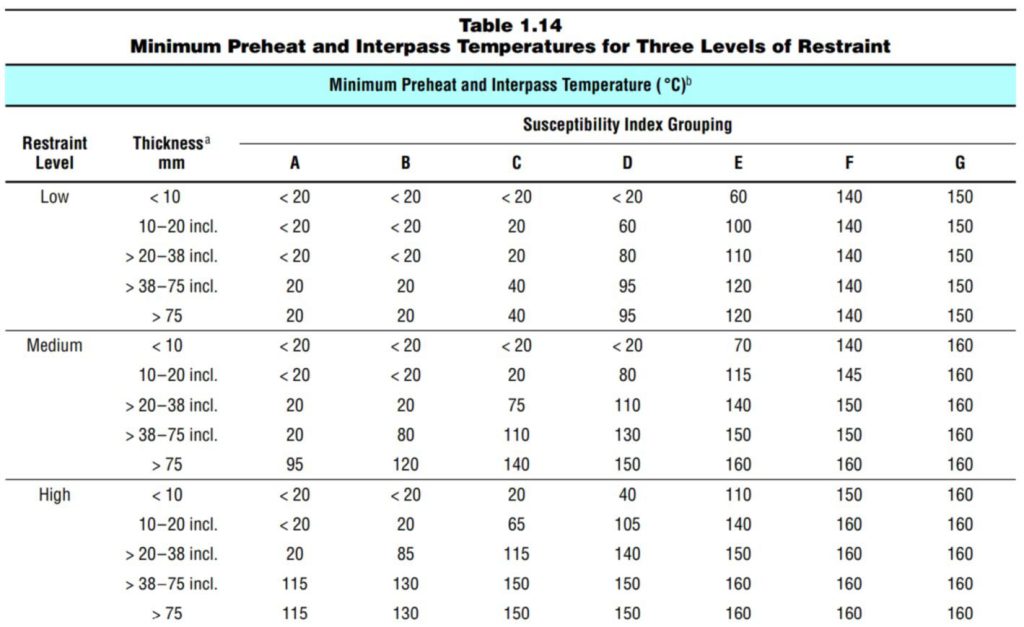
حالا ما میایم و از این شاخص حساسیت برای دمای پیشگرم استفاده میکنیم . جدول بعدی رو ببینیم :
طبق جدول قبلی که میزان شاخص حساسیت بین D و E بود . الان اگر بر فرض میزان قید و بند ( Restraint level ) ما در حد متوسط ( medium ) باشه و ضخامت هم 20 میلی متر ، طبق این جدول عدد 80 تا 115 درجه سانتیگراد به دست میاد .
خب حالا اگر ما بیایم به جای الکترودی که پسوند H8 داره از الکترود H4 استفاده کنیم ، طبق جدول اول ، شاخص حساسیت برابر A میشه و با همین شرایطی که توی بند قبل ذکر کردیم یعنی ضخامت 20 میلیمتر و میزان قید و بند متوسط ، میبینیم که دمای پیشگرم 20 درجه به دست میاد که اصلا یعنی در اکثر ایام سال اصلا دیگه به پیشگرم نیاز نداریم .
حتی اگر ضخامت تا 30 میلی متر بالاتر بره و میزان قید و بند هم شدید ( High ) باشه میبینید که اصلا باز هم دمای پیشگرم 20 درجه میشه که باز هم عدد بسیار پایینی هست که اصلا در اکثر روز های سال ما رو از پیشگرم بی نیاز میکنه .
اینجا معلوم میشه یه مفهوم به ظاهر ساده توی الکترود چقدر کاربرد داره و چقدر میتونه به ما کمک کنه تا پروسه ساخت بی دردسر تر باشه . با انتخاب الکترود H4 به جای H8 از پیشگرم 80 تا 115 درجه معاف شدیم .
فقط اینجا یه نکته باقی میمونه . اینکه جلوی بعضی از الکترود ها هیچ کدی نوشته نشده . مثلا نوشته E6018 . خب اونجا میزان هیدروژن چنده ؟ میزان هیدروژن رو در اینجور مواقع باید 16 در نظر بگیریم . البته اگر سازنده الکترود معتبر باشه . اما به هر حال پیشنهاد میشه چند نمونه از اون الکترود داشته باشین و در یه آزمایشگاهی میزان هیدروژن موجود در 100g جوش رو اندازه گیری کنید .
معنای R در نامگذاری الکترود
در یک کلام ، R یعنی مقاوم به رطوبت .
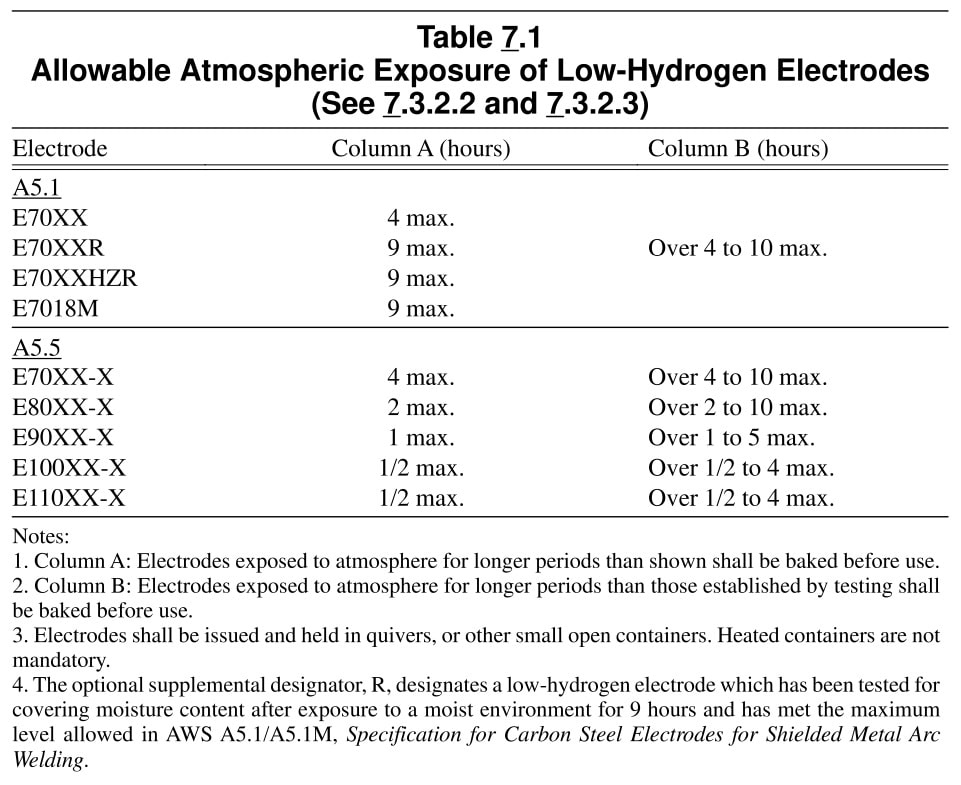
به یه جدول تمام کننده از AWS D1.1 اشاره میکنم و تمام .
یه نگاه به جدول بالا بندازین .
الکترود های که پسوند R دارن ، عملا تا 9 ساعت میتونن توی هوای آزاد باشن . و بعد از 9 ساعت هنوز هم مقدار هیدروژن مورد قبولی داشته باشن .
مثلا اگر برا یه الکترودی نوشتن H4R ، حتی بعد از رها شدن توی هوا تا 9 ساعت بعد از پخت یا بازکردن بسته وکیوم ، مقدار هیدروژنش باز هم بیشتر از 4 میلی لیتر نمیشه .
توی این جدولی که میبینید بین ستون A و B یه سری تفاوت ها هست که اصلا مهم نیست . حتی ارزش نوشتن هم نداره . شما فقط به اعداد ستون A دقت کنید .
و به عنوان کلام آخر . از جمله مهم ترین کاربرد های الکترود های مقاوم به رطوبت با سطح هیدروژن فوق کم H4 میشه به موارد زیر اشاره کرد :
مواضعی که شاخص حساسیت بالاست و به هر دلیلی نمیخوایم پیشگرم انجام بدیم یا نمیتونیم .
جا هایی که رطوبت بالاست
جا هایی که میزان قید و بند زیادی داریم و واقعا این نوع الکترود میتونه به کمک ما بیاد
جوشکاری SMAW یکی از پرکاربرد ترین و شاید هم بتوان گفت پرکاربردترین روش جوشکاری حال حاضر میباشد . الکترود مورد استفاده در این فرایند دارای یک مغذی فلزی و یک پوشش پودری است که مغذی فلزی حاوی فلز پایه و مقداری عناصر آلیاژی است و پودر ، حاوی برخی مواد پایدار کننده قوس الکتریکی ، مواد گاز زا ، مواد اکسیژن زدا و … میباشد . انتخاب پوشش پودری مناسب از اهمیت بالایی برخوردار بوده و شرکت های تولیدی از افشای فرمول ساخت پوشش الکترود خود ، به شدت جلوگیری میکنند .
پوشش پودری این الکترود ها وظایف فراوانی داشته که مهم ترین آنها عبارت اند از :
جلوگیری از اکسید شدن و آلودگی الکترود در هنگام انبار داری
محافظت از حوضچه جوش به وسیله گاز های حاصل از سوختن پودر در طول جوشکاری
تشکیل واکنش های سرباره -مذاب ، گاز مذاب و انجام عملیات تصفیه فلز جوش از اکسیژن وارد شده احتمالی از جو
تشکیل سرباره ( گل جوش ) و جلوگیری ازسرد شدن سریع جوش
تشکیل سرباره و محافظت از حوضچه جوش در برابر اکسید شدن در دمای بالا .
افزایش بازدهی یا راندمان جوشکاری و در نتیجه مصرف الکترود کمتر
قابلیت تولید انواع الکترود ها از یک مفتول فلزی یکسان
افزایش قدرت و سرعت انتقال مذاب به حوضچه جوش
افزایش پایداری قوس
بنای اصلی نامگذاری الکترود های فولادی
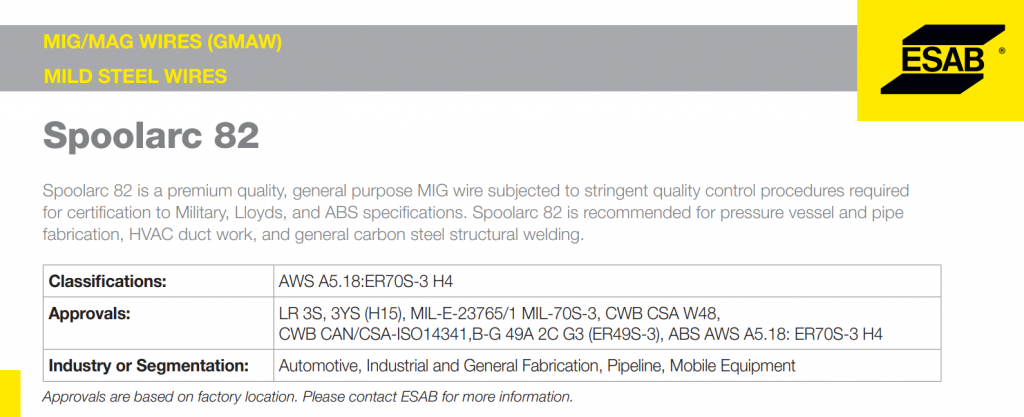
اکثر قریب به اتفاق الکترود های تولید شده دارای یک کد چهار رقمی و یا پنج رقمی میباشند که روی بسته بندی این الکترود ها درج شده است . هر چند کارخانه های تولید الکترود ممکن است سیستم نامگذاری مختص خود را داشته باشند اما هر شرکت در کاتالوگ محصولات خود نام الکترود خود را با استاندارد AWS تطابق میدهد . به عنوان مثال همانطور که در تصویر زیر قابل مشاهده است ، ایساب برای الکترودی با خواص مشخص ، نام spoolarc 82 را انتخاب کرده است و در ادامه در جدول قید کرده این الکترود در واقع همان الکترودی است که سازمان aws نام ER70S-3 H4 بر آن نهاده است .
نکته مهم :
به یاد داشته باشید اکثر فروشندگان نام رسمی کد AWS هر الکترود را میشناسند و به هنگام خرید باید نام کد AWS الکترود مورد نیاز خود را به فروشنده اعلام کنید . البته این موضوع همیشه صادق نیست و ممکن است به استثنا ، کد مخصوص سازندهای بین فروشندگان شناخته شده تر باشد .
و اما اصل مطلب
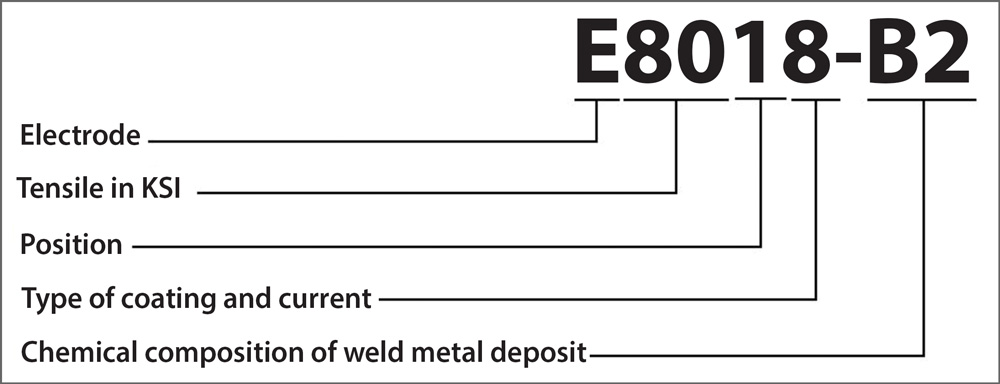
هر کدام از اعداد نوشته شده در کد AWS حاوی اطلاعات خاصی میباشد . دو عدد اول نوشته شده در کد عددی بعد از حرف E نشاندهنده استحکام نهایی فلز جوش بعد از جوشکاری اند . یکای این استحکام KSI به معنای هزار پوند بر اینچ مربع است . برای مثال اگر دو رقم اول این کد عدد هفتاد را نشان دهد ، فلز جوش حاصل از جوشکاری این الکترود توانایی تحمل وزن 70000 پوندی را به ازای هر اینچ مربع از مساحت سطح مقطع خود داراست
تصویر زیر یک الکترود که با عدد هشتاد شروع میشود را نشان میدهد که به این معنی است که فلز جوش این الکترود دارای استحکام نهایی 80KSI میباشد .
عدد سوم نوشته شده در کد AWS هر الکترود بیانگر جایگاه مناسب هر الکترود است . این عدد میتواند 1 ، 2 و یا 4 باشد . مفهوم هر عدد در زیر آورده شده است :
عدد 1 : قابلیت جوشکاری در وضعیت تخت ، افقی ، عمودی رو به بالا و بالای سر
عدد 2 : قابلیت جوشکاری در وضعیت تخت و افقی
عدد 4 : قابلیت جوشکاری در وضعیت تخت ، افقی، عمودی رو به پایین و بالای سر
برای مثال الکترود های 8018 ، 7018 ، 6013 میتوانند در وضعیت های افقی ، تخت ، عمودی رو به بالا و بالای سر جوشکاری شوند . اما الکترود 7024 فقط قابلیت جوشکاری در وضعیت تخت و افقی را داراست و برای عمودی و بالای سر مناسب نمیباشد .
عدد چهارم نوشته شده در کد الکترود بیانگر نوع پوشش الکترود و جریان مناسب برای به کارگیری الکترود است . این عدد میتواند از 1 تا 9 تغییر کند . تصویر زیر راهنمای اصلی شما در تفسیر عدد چهارم میباشد .
برای مثال الکترود 6013 الکترودی است با استحکام نهایی فلز جوش 60KSI که قابلیت جوشکاری در وضعیت های تخت افقی عمودی رو به بالا و بالای سر را دارد . این الکترود دارای روکش روتیلی پتاسیم دار است که نفوذ ضعیفی داشته و قابلیت جوشکاری با قطبیت های DCEN و DCEP و AC را نیز دارد . لازم به ذکر است که برای داشتن نفوذ حداکثر در الکترود های روپوش دار بهتر است قطبیت را روی حالت DCEP تنظیم کنیم .
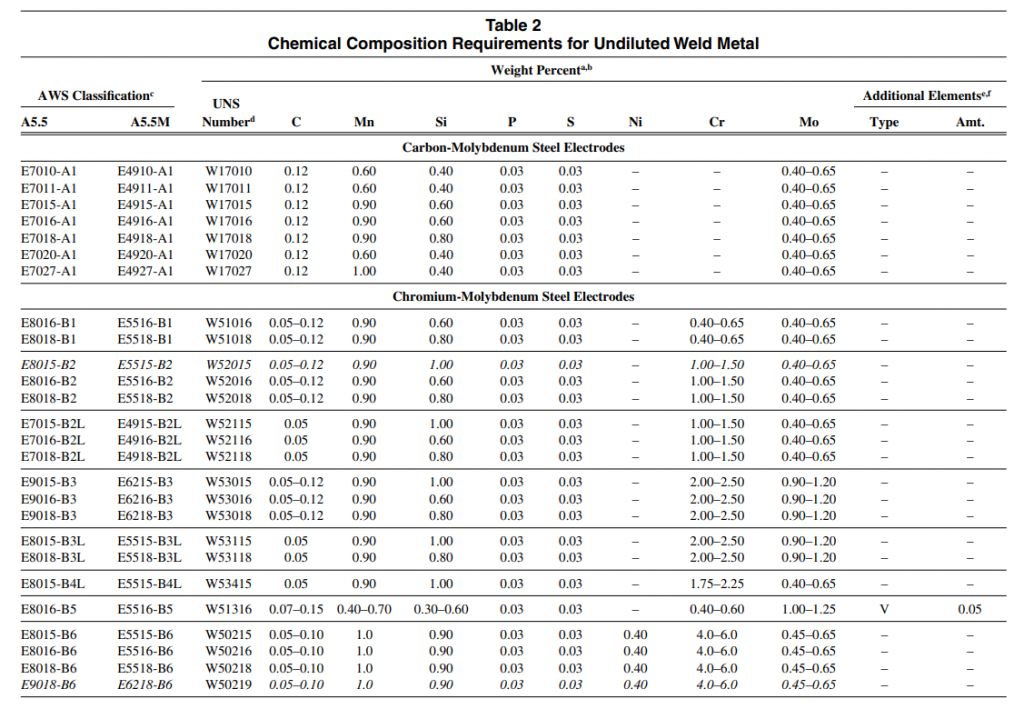
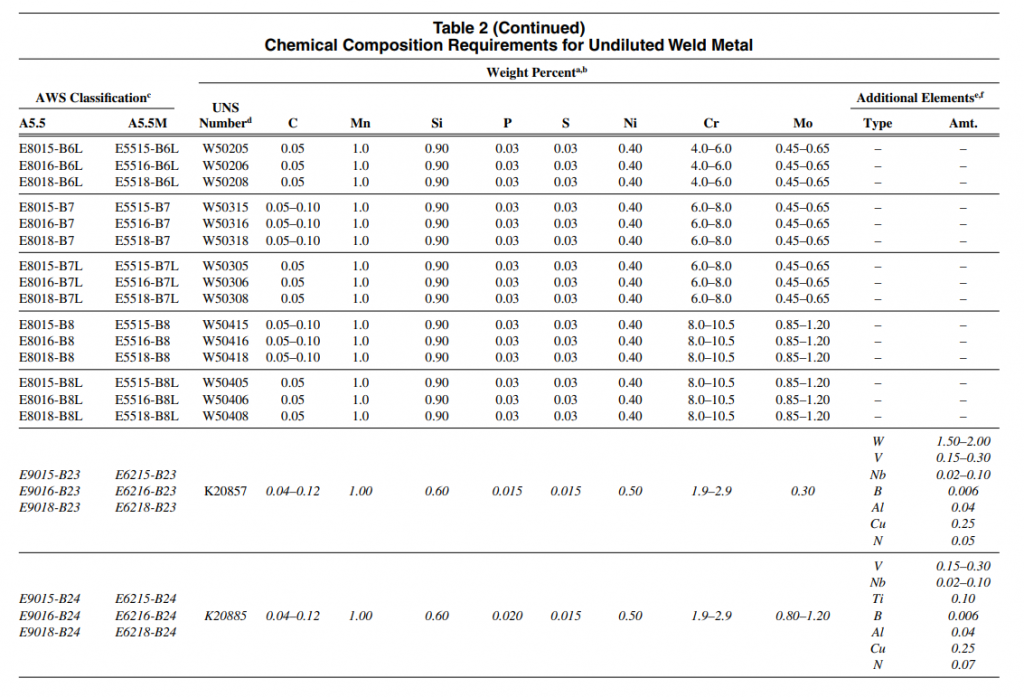
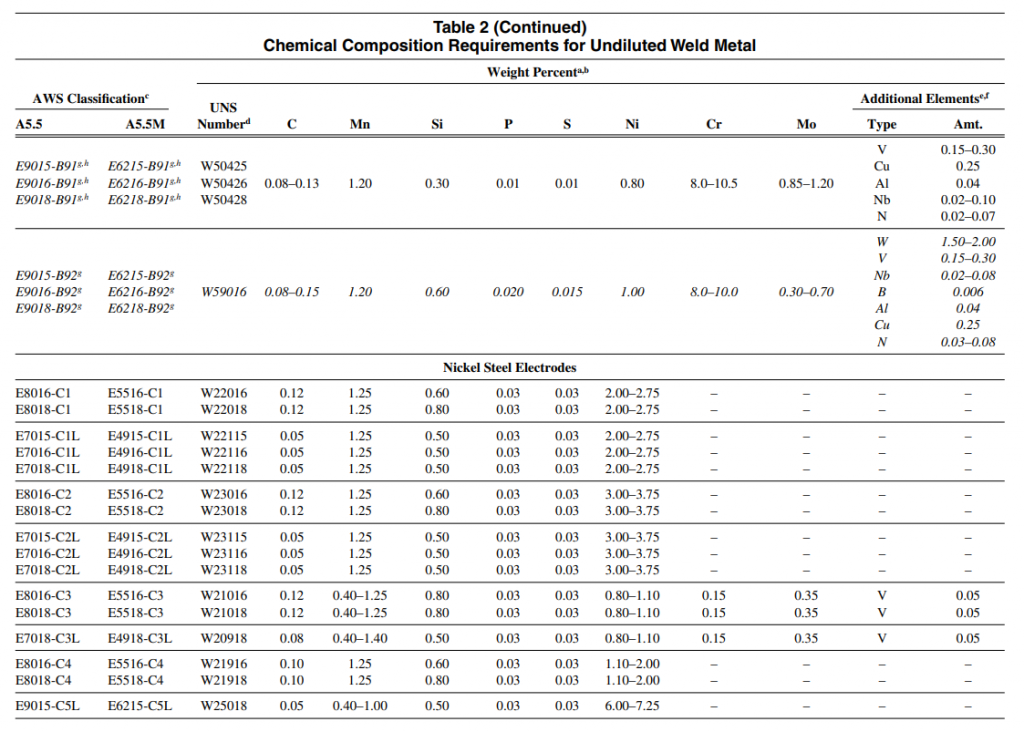
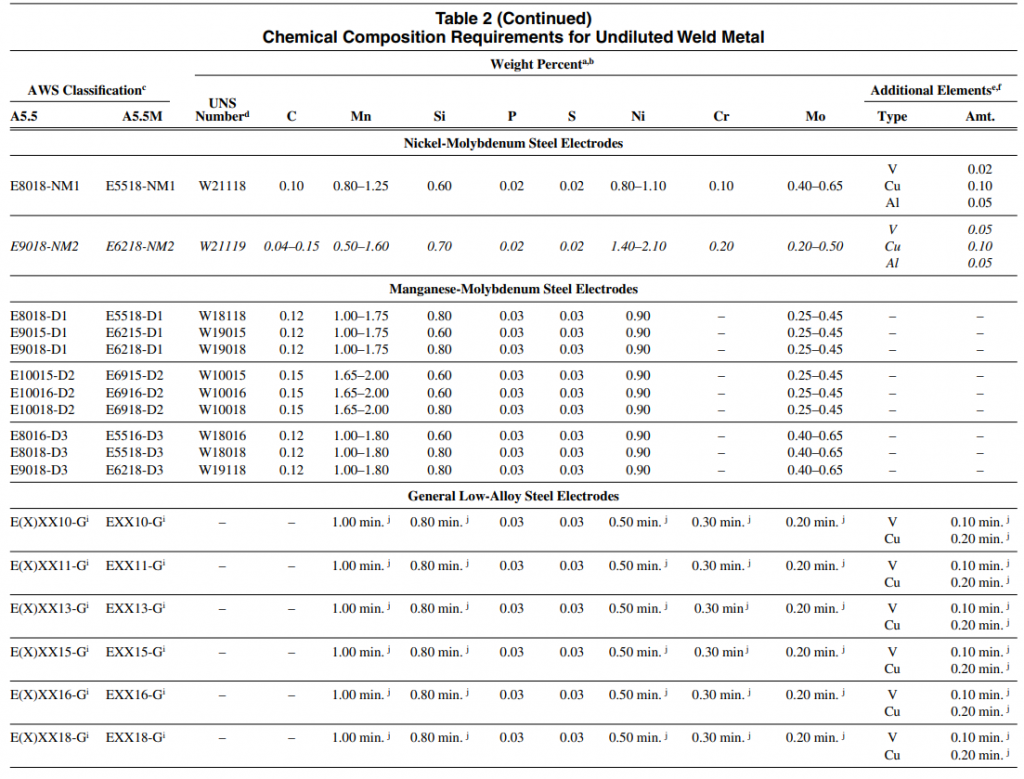
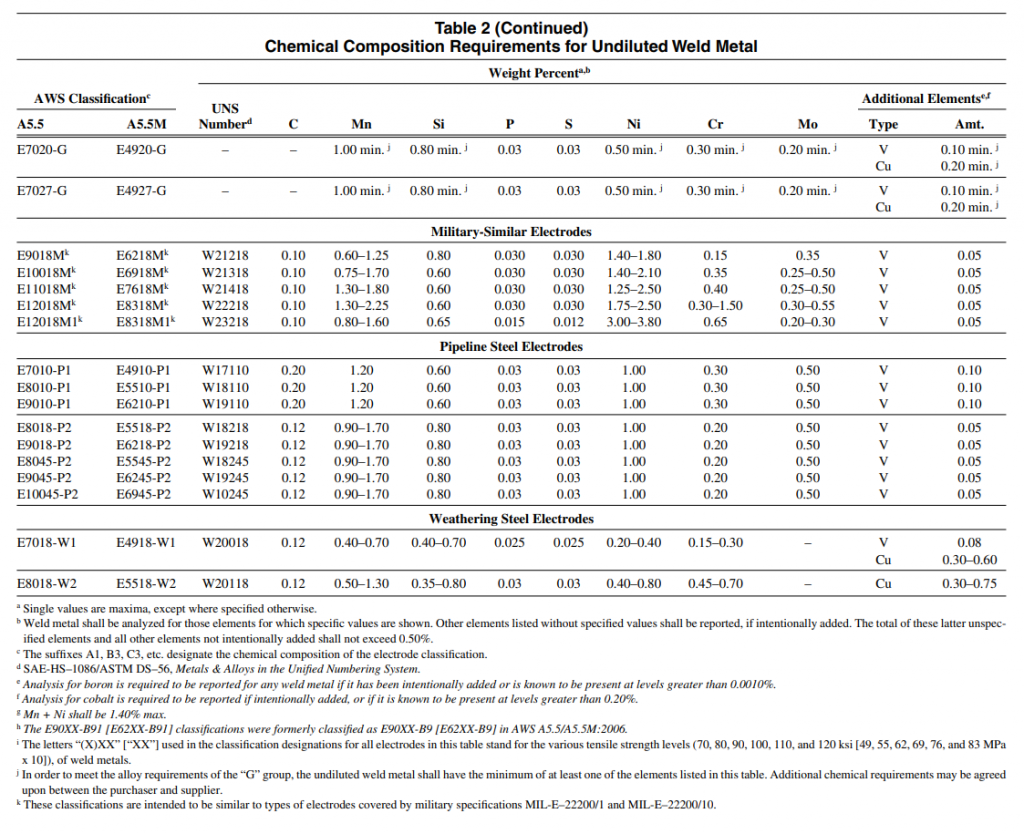
در ادامه کد نوشته شده بر روی الکترود ممکن است یک خط فاصله و چند حرف لاتین و اعدادی وارد شوند مانند B2 ، B3 ، C1L و …. که برای درک معنا و مفهوم آن به استاندارد AWS A5.5 مراجعه میکنیم .
لینک دانلود فایل AWS A5.5 در انتهای همین صفحه آورده شده است . شما میتوانید سوالات خود را از طریق شماره واتساپ 09103462197 ، دایرکت پیج اینستاگرام و یا از طریق ایمیل MAHDI.M7896@GMAIL.COM و یا از طریق پنجره دیدگاه زیر ثبت نمایید .