مبحث بسیار کاربردی و با اهمیتی که اکثر فعالان صنعت ، از آن غافلند .
درجه تیرگی شیشه جوشکاری
چرا که اگر بخواهیم درجه تیرگی را بیش از حد تنظیم کنیم ، به دلیل وضوح کم حوضچه جوش ، قادر به تولید یک اتصال استاندارد نخواهیم بود و اگر از طرفی درجه تیرگی پایین تر از حد استاندارد باشد ، به چشم های خود آسیب میزنیم .
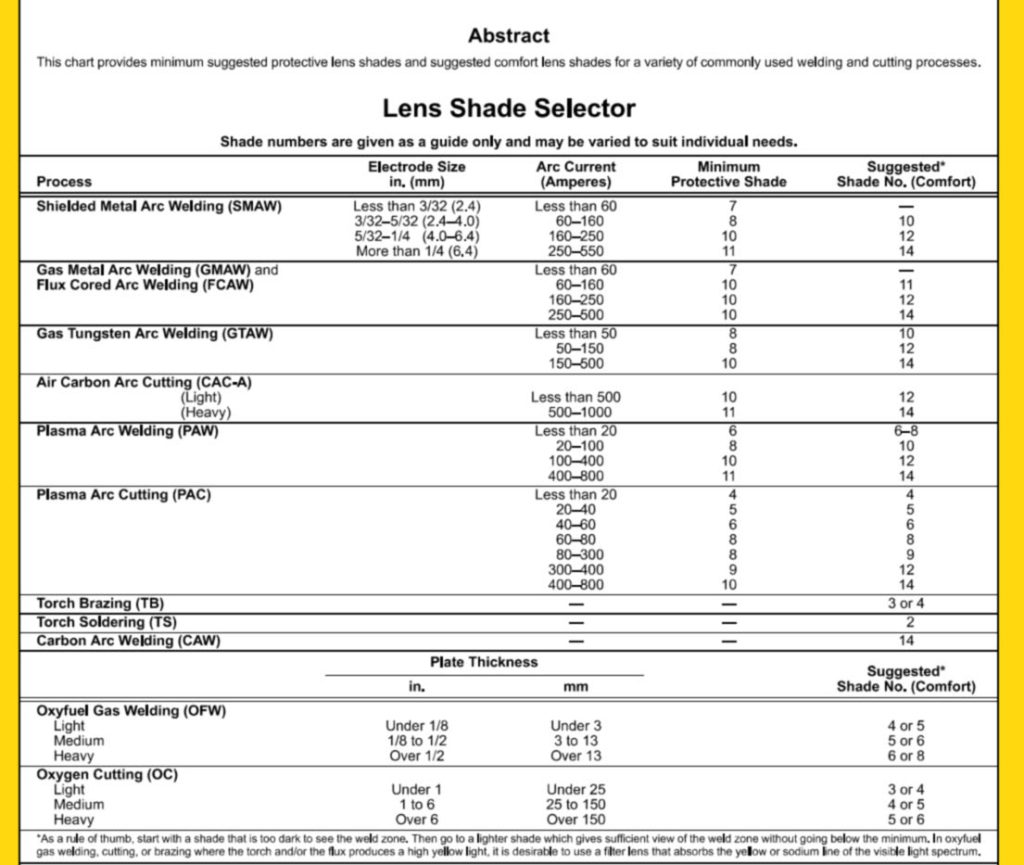
مقادیر مناسب پیشنهادی توسط AWS در سند AWS F2.2 آمده که در ادامه فایل مربوطه پیوست شده است .
در جدول بالا ، چند ردیف و چند ستون مشاهده میشود . ردیف های متوالی ، فرایند های مختلف را نشان میدهد .
به بیان دیگر استاندارد خواسته تا برای هر فرایند ، عدد های مخصوص همان فرایند را ذکر کند .
به ترتیب این فرایند ها شامل :
فرایند SMAW یا الکترود دستی
فرایند GMAW یا FCAW که به ترتیب به جوشکاری CO2 و توپودری معروف میباشند .
جوشکاری الکترود تنگستن که نام اصلی آن GTAW و یا TIG بوده و در ایران به جوش آرگون معروف است ،
برشکاری با الکترود کربنی یا به عبارتی گوج کاری
جوشکاری قوس پلاسما
برشکاری پلاسما
از طرفی معنای دقیق 4 ستون جلوی هر ردیف به شرح زیر است :
سایز الکترود : فقط در مورد جوشکاری الکترود دستی اعدادی را ذکر کرده که میتوان به آن اعتنا نکرد .
arc current یا همان مقدار جریان
حداقل درجه تیرگی پیشنهادی
بهترین درجه تیرگی پیشنهادی
عملا در این فایل ، استاندارد بهترین درجه تیرگی را برای هر فرایند در هر مقدار آمپری ذکر کرده و همچنین تاکید کرده اگر بر اسای مقدار بهینه درجه تیرگی را تنظیم نمیکنید ، از عدد درجه تیرگی ذکر شده در ستون سوم کمتر تنظیم نکنید .
چند مثال
به عنوان مثال فرض کنید با فرایند جوشکاری آرگون با آمپر 130 جوشکاری میکنید .
به ردیف سوم از جدول ، ردیف مخصوص جوشکاری تیگ مراجعه میکنیم . از آنجایی که 130 عددی بین 50 تا 150 میباشد . به اعداد رو به روی 50 تا 150 دقت میکنیم .
بهترین مقدار تیرگی پیشنهادی ، مقدار 12 بوده اما چنانچه در این میزان تیرگی ، نمیتوانید به خوبی جوشکاری کنید ، استاندارد پیشنهاد داده از مقدار تیرگی درجه 8 پایین تر نیایید .
اهمیت اجرای صحیح پاس اول جوشکاری ، بیشتر از همه در ساخت تجهیزات صنعت نفت و گاز نمود پیدا میکند اما به صورت کلی اگر بنا باشد در یک اتصال جوش به نفوذ کامل دست پیدا کنیم ، مهمترین موضوع در اجرای صحیح نفوذ کامل ، اجرای صحیح پاس اول یا همان پاس ریشه میباشد .
تفاوت ظاهری نفوذ کامل و ناقص CJP : نفوذ کامل PJP : نفوذ ناقص
همانطور که در تصویر بالا مشاهده میکنید ، در صورت عدم تکامل نفوذ فلز جوش ، در حین سرویس ، اتصال تحت تنش مازاد ( تمرکز تنش ) قرار گرفته و ممکن است خسارات جبران ناپذیری را به سیستم وارد نماید . اما چطور میتوان به نفوذ کامل دست یافت ؟
در حقیقت به منظور دست یابی به نفوذ کامل در پاس ریشه ، راه های مختلفی وجود دارد . اینکه به کدام روش عمل کنیم به فاکتور هایی همچون
تجهیزات در دسترس
متریال جوشکاری
وضعیت دسترسی به پشت ورق
هزینه به کارگیری روش مذبور
بستگی خواهد داشت . در ادامه به شرح مفصل ، روش های مختلف را عنوان میکنیم .
1 - استفاده از الکترود سلولزی
الکترود های سلولزی دارای سلولز فراوان در پوشش خود بوده که در هنگام جوشکاری با این الکترود پدیده جت هیدروژن باعث افزایش نفوذ این الکترود نسبت به الکترود های قلیایی و روتیلی میشود .
در استفاده از الکترود های سلولزی هیچ نیازی به دسترسی به پشت نداریم چرا که پشت پخ اتصال ، نیاز به عملیات تکمیلی نخواهد داشت و از طرفی ، تجهیزات گران قیمت و حساسی نیز در این روش به کار گرفته نخواهد شد . تنها به یک دستگاه مخصوص جوشکاری الکترود های سلولزی نیاز است که قیمت این دستگاه ها نسبت به دستگاه های معمولی تفاوت چندانی ندارد و در جای جای کشور نیز در دسترس است .
اما ازطرفی به کار گرفتن این روش فقط در جوشکاری برخی از متریال های فولادی کاربرد دارد چرا که الکترود استیل ، آلومینیوم و … با پوشش سلولزی وجود ندارد . و همینطور ناگفته نماند تنها افراد کار آزموده و آشنا به جوشکاری الکترود های سلولزی قادر به انجام این کار میباشند .
پس از جوشکاری پاس اول ، پاس های بعدی توسط الکترود های قلیایی جوشکاری میشوند .
2 - جوشکاری الکترود تنگستن ( آرگون )
جوشکاری تیگ ، به دلیل اعمال حرارت متمرکز قادر به اعمال نفوذ بیشتری است و میتواند در جوشکاری پاس اول اتصال ما به کار گرفته شود . روش جوشکاری تیگ ، قابلیت جوشکاری هر فلزی را داراست پس یکی از مهمترین محدودیت های ذکر شده در روش قبلی ( محدودیت متریال ) در مورد این روش صدق نمیکند . همچنین اجرای جوش آرگون برای جوشکاری پاس اول نیاز به دسترسی به پشت ندارد تنها نیاز داریم به طریقی از گاز آرگون به منظور پرج کردن پشت اتصال به منظور جلوگیری از ورود عناصر جو به حوضچه جوش استفاده کنیم . عملیات پرجینگ ( purging ) حتی در صورت عدم دسترسی به پشت اتصال نیز قابل انجام است . جهت مشاهده ویدیو چگونگی عملیات پرج ، با vpn روشن کلیک کنید .
تفاوت جوشکاری با استفاده و بدون استفاده از عملیات purge
شمای فنی عملیات purging
جوشکاری پاس اول اتصال با جوشکاری آرگون طبیعتا نیازمند دستگاه مخصوص جوشکاری آرگون میباشد . پیشنهاد میکنم از به کارگیری دستگاه های الکترود دستی که قابلیت جوشکاری آرگون را نیز دارند خودداری نمایید . به منظور این کار ، نیاز به دستگاهی دارید که بتواند با الکترود تنگستن 2.4 به صورت دائم یعنی با دیوتی سایکل 100% کار کند . نیازی به آپشن پالس زنی برای جوشکاری پاس اول نیست .
به منظور جوشکاری آلومینوم ، دستگاهی نیازست که خروجی جریان AC نیز داشته باشد . چرا که جوشکاری آلومینیوم با فرایند آرگون با جریان مستقیم الکترود منفی ( DCEN ) عملا غیر ممکن بوده و از طرفی جریان مستقیم الکترود مثبت نیز اگرچه جوشکاری آلومینیوم را ممکن میسازد اما باعث خرابی زود به زود تنگستن جوشکاری خواهد شد و میزان نفوذ هم در این حالت کاهش پیدا میکند . اگر اطمینان دارید که جوشکاری آلومینیوم ها در پروسه تولید محصول شما نیست ، از خرید دستگاه های AC/DC نامبرده شده در اسلاید زیر خودداری کنید هر چند این کار از نظر فنی بلامانع است اما از نظر اقتصادی هیچ توجیهی ندارد .
تصویر رو به رو به خوبی تفاوت back weld و backing weld را نشان میدهد . حالت backing weld همان حالت دو روش ذکر شده در بالا بود که پاس اول پاس ریشه بود و پاس های بعدی بر روی پاس اول جوشکاری میشد .
اما حالت back weld ، عکس این ماجراست . اگر با روشی غیر از روش بالا ، بخواهیم پیش برویم ، یعنی از الکترود سلولزی و از روش جوشکاری الکترود تنگستن استفاده نکنیم ، عملا در ریشه پخ ، نفوذ کامل نخواهیم داشت . در این حالت نیاز داریم یک پاس اضافه از پشت درز اتصال جوشکاری کنیم .
استفاده از روش back weld البته نیاز به عملیات تکمیلی در پشت پاس اول دارد . یا باید یا سنگ پشت پاس اول را کاملا بتراشیم و یا ابتدا یک مرحله گوجینگ انجام داده و سپس عملیات نهایی را با سنگ فرز تکمیل کنیم .
این روش به مهارت نسبتا کمتری نسبت به دو روش قبلی نیاز دارد اما توجه داشته باشید که بسیار زمان بر و هزینه بر است . از طرفی برای به کارگیری این روش حتما نیاز داریم دسترسی به پشت درز اتصال داشته باشیم که در برخی موارد همین ایراد کار را بسیار مشکل میکند .
اگر با سیستم back weld بخواهیم پیش برویم و از سنگ فرز فقط استفاده کنیم ، فرایند بسیار انرژی بر و زمانبر خواهد بود پس بهتر است مرحله گوجینگ در ابتدا اجرا شود سپس پرداخت نهایی با سنگ فرز صورت گیرد . فرایند گوجینگ دستگاه و گیره و الکترود های مخصوص به خود را دارد هر چند میتوان با فریند برش پلاسما نیز گوج کاری را انجام داد
دستگاه های گوجینگ قیمت نسبتا بالایی داشته و از طرفی مصرف انرژی بسیار زیادی نیز دارند . برای فعالیت خود به یک کمپرسور هوا وابسته بوده و حتی الکترود و انبر مخصوص به خود را دارند . به منظور گوجکاری پیشنهاد ما به شما دستگاه parsgouge1003TS گام الکتریک هست که با کلیک بر روی تصویر محصول میتوانید اطلاعات کاملی راجع به مشخصات آن به دست آورده و نسبت به خرید محصول اقدام کنید .
عملیات گوجینگ توسط تورچ و دستگاه برش پلاسما نیز قابل انجام است . انجام عملیات گوجکاری توسط دستگاه های برش پلاسما ، چندین مزیت مهم دارد :
قابلیت اجرا بر روی انواع فلزات رسانا اعم از آهنی و غیر آهنی
سرعت بیشتر . چه از نظر اصل عملیات گوجینگ و چه از نظر عملیات سنگ زنی و پرداخت بعد از گوجکاری
سهولت عملیات . کاهش زمان آموزش اپراتور های مبتدی
عدم وجود آلودگی های کربنی و سهولت در اجرای عملیات سنگ زنی
ایمنی بیشتر نسبت به روش الکترود کربنی
چگونگی اجرای عملیات گوجینگ توسط فرایند پلاسما به صورت مفصل ، در مقاله ای جداگانه ارائه خواهد شد .